
Request A Quote

Content
Quilting is the process of joining multiple layers of fabric and filling material together through a stitched or bonded pattern. Traditionally this pattern was formed by needle and thread -- a process that has been mechanized in sewing-based quilting machines ranging from domestic sewing machines with quilting accessories to large-scale industrial multi-needle quilting systems. Over the past three decades, a second technology has emerged alongside the needle-and-thread approach: ultrasonic quilting, which bonds fabric layers together using high-frequency vibrational energy rather than thread.
The distinction between a quilting sewing machine and an ultrasonic quilting machine is not simply one of scale or automation level -- it is a fundamental difference in the bonding mechanism, the materials each technology can process, the appearance of the finished product, and the economics of production. Both technologies are in active commercial use across bedding, apparel, automotive, and industrial textile manufacturing, and the correct choice between them depends on the specific material requirements and production priorities of the application.
Understanding how each technology works, what it can and cannot do, and where it delivers the best results is the starting point for equipment selection decisions in any quilted product manufacturing operation.
A quilting sewing machine forms the characteristic quilted pattern by passing a needle and thread (or multiple needles and threads) through the layered fabric and filling sandwich, creating interlocked stitches that mechanically bind the layers together. The thread runs continuously from bobbin and needle supplies, and the stitch pattern is controlled by the relative motion between the needle assembly and the fabric being quilted.
At the smaller end of the market, domestic sewing machines equipped with quilting feet, extended tables, and free-motion quilting capabilities allow hobbyists and small-scale producers to quilt fabric layers by guiding the fabric manually beneath a single needle. Longarm quilting machines -- a dedicated category of quilting sewing machine with an extended throat depth of 18 to 24 inches or more -- allow larger quilt tops to be processed without folding and repositioning, and are used extensively in custom quilting studios and by individual quilters who process quilts for clients.
Computerized longarm systems with pantograph or digital pattern control can reproduce complex quilting patterns automatically once the quilt is loaded and the program is set, bridging the gap between manual and fully industrial quilting capability. These machines are widely used in custom bedding production and in small-batch luxury quilted product manufacturing.
Industrial-scale quilting sewing machines carry multiple needles -- commonly 4 to 20 or more -- arranged in a row or grid pattern across the full width of the fabric being processed. All needles stitch simultaneously, quilting the full fabric width in a single pass and dramatically increasing throughput compared to single-needle systems. A multi-needle quilting sewing machine processing a 2.5-meter-wide fabric panel at 600 stitches per minute with 12 needles produces the equivalent of 12 single-needle machines running in parallel.
The fabric sandwich -- typically a face fabric, one or more layers of polyester or down filling, and a backing fabric -- is fed from rolls or from a folded stack through the machine, quilted, and wound or cut to panel length at the exit. The stitch pattern is set by the needle spacing and the ratio of fabric feed speed to the machine's horizontal needle travel (for diagonal and diamond patterns) or is generated by computerized X-Y movement of the needle bar for complex geometric and pictorial designs.
Industrial quilting sewing machines use one of two primary stitch formations:
Quilting sewing machines can process virtually any combination of woven, knitted, or nonwoven face and backing fabrics with a wide range of filling materials including polyester fiberfill, down, wool, cotton batting, foam, and thermal batting. The needle and thread form a mechanical bond that does not depend on the thermoplastic content or surface chemistry of the materials being quilted -- natural fibers, blended fabrics, and thermosetting materials that cannot be ultrasonically bonded can all be quilted on a sewing machine. This material universality is one of the primary advantages of needle-and-thread quilting over ultrasonic alternatives.
Multi-needle industrial quilting sewing machines are the standard equipment for mattress panel and border quilting, duvet and comforter production, quilted pillow shell manufacturing, sleeping bag assembly, outerwear and padded jacket quilting in the apparel industry, and automotive headliner and seat cushion quilting. The consistent, durable stitch quality and compatibility with the full range of filling materials -- including natural down and wool -- make industrial quilting sewing machines the dominant technology for premium bedding and high-specification soft goods manufacturing.
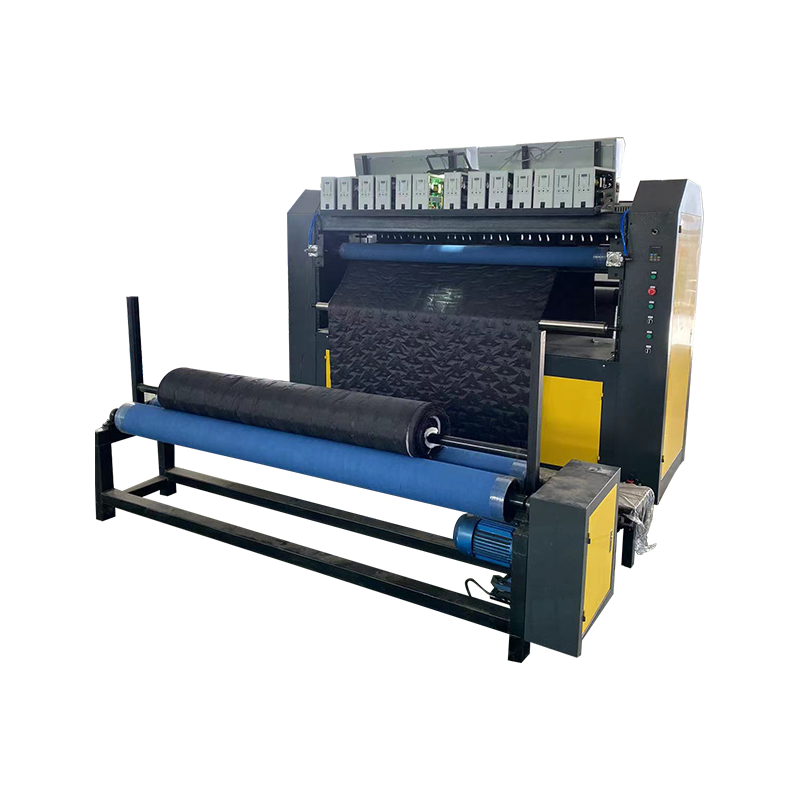
An ultrasonic quilting machine bonds fabric layers together without needles or thread by using high-frequency mechanical vibration -- typically at 20,000 to 40,000 Hz (20 to 40 kHz) -- to generate frictional heat precisely at the contact points between fabric layers and a patterned roller or sonotrode. This heat melts the thermoplastic fibers in the fabric at those contact points, fusing the layers together when the vibration ceases and the material cools under pressure.
The ultrasonic quilting system consists of three main components working in coordination. The ultrasonic generator converts standard line frequency electrical power (50 or 60 Hz) to a high-frequency electrical signal at the working frequency of the system. The converter (or transducer) converts the electrical signal to mechanical vibration of the same frequency using piezoelectric ceramics. The booster and sonotrode (also called the horn) amplify and direct the mechanical vibration to the fabric surface at a precisely controlled amplitude.
The fabric sandwich is fed between the vibrating sonotrode and a rotating engraved wheel or anvil roller. The raised pattern on the engraved wheel concentrates the vibrational energy at discrete points corresponding to the pattern design. At these concentration points, intermolecular friction within and between the thermoplastic fibers generates heat sufficient to melt and fuse the polymer -- typically in milliseconds -- creating a bonded point that is structurally part of the fabric rather than a mechanical fastening imposed through it. The bond point has no thread to fray or break, no needle hole to weaken the fabric, and no protruding stitch that can snag or abrade adjacent surfaces.
The quilted pattern in an ultrasonic machine is determined by the engraving on the pattern wheel or anvil roller. Standard pattern wheels produce regularly repeating geometric designs -- diamonds, hexagons, squares, waves, and floral repeats -- over the full fabric width in a single pass. Changing the pattern requires changing the wheel, which can typically be done in a few minutes without tools, giving ultrasonic systems a pattern-change speed advantage over needle-and-thread systems where repositioning needles for different patterns is more involved.
The bond points in an ultrasonic quilted fabric are areas of localized melting and fusion surrounded by unbonded fabric. The appearance differs from needle-and-thread quilting: ultrasonic bond points have a slightly glazed, compressed appearance rather than the defined stitch line of thread quilting. This visual difference is acceptable or preferred in many technical and medical textile applications, and modern pattern wheel designs can produce bond point geometries that closely approximate the appearance of traditional stitching in decorative applications.
Modern ultrasonic quilting machine automatic systems integrate the core ultrasonic bonding unit with roll feeding, tension control, pattern registration, and cutting or winding systems to create a fully automated production line that can run continuously with minimal operator intervention.
Automatic ultrasonic quilting systems draw fabric from multiple roll stands simultaneously -- face fabric, filling, and backing fabric are each fed from independent rolls at controlled tension through the bonding zone. Automatic tension control systems adjust the unwind speed of each roll independently to maintain consistent fabric delivery tension, preventing fabric distortion, pattern misregistration, or filling migration that would affect the appearance and performance of the finished panel. In fully automatic systems, roll change is the primary production interruption, and splice detection systems can alert the operator or automatically stop the line when a roll end is approaching.
Automatic ultrasonic quilting machines continuously monitor and adjust the key process parameters that determine bond quality:
At the exit of the bonding zone, automatic ultrasonic quilting systems incorporate either a winding station (for roll-to-roll production of quilted fabric for subsequent conversion) or a cutting system (for panel-to-panel production where the quilted sandwich is cut to finished dimensions). Ultrasonic cutting -- using a second sonotrode with a blade tip rather than a bonding tip -- is often integrated into the same machine, simultaneously sealing the cut edges of thermoplastic fabrics to prevent fraying without requiring a separate hemming or binding operation. This simultaneous cut-and-seal capability is a production efficiency advantage of ultrasonic systems in nonwoven and thermoplastic fabric processing that needle-and-thread systems cannot replicate.
The ultrasonic bonding mechanism is fundamentally dependent on the thermoplastic content of the fabrics being processed. This material dependency is both the primary limitation and a defining characteristic of the technology.
For reliable ultrasonic bonding, the fabric layers must contain sufficient thermoplastic fiber -- typically a minimum of 40 to 65% by weight -- to form a cohesive melt bond at the contact points. Polyester is the most common thermoplastic fiber in ultrasonic quilting applications, followed by polypropylene, polyamide (nylon), and polyethylene. Pure cotton, wool, linen, and other natural fiber fabrics cannot be ultrasonically bonded because they do not melt -- they char or burn at the temperatures that thermoplastic fibers fuse. Natural fiber fabrics can only be processed ultrasonically if they are blended with a sufficient proportion of thermoplastic fiber or if thermoplastic binding fibers or scrims are incorporated into the filling layer.
This material constraint is the reason ultrasonic quilting is dominant in nonwoven fabric processing, synthetic bedding production, and technical textile manufacturing, while needle-and-thread quilting remains the standard for natural fiber luxury bedding, down-filled products, and applications requiring materials that are fully or predominantly natural.
The filling layer in ultrasonic quilting applications is typically polyester fiberfill, polyester wadding, or a thermally bonded polyester batting. Down, wool, and cotton batting -- the standard fillings for premium needle-quilted bedding -- are not suitable for ultrasonic quilting without significant modification. Thermally bonded polyester batting (batting in which the fibers are bonded at their crossover points by a low-melt binder fiber) is particularly well-suited to ultrasonic quilting because the pre-bonded structure maintains dimensional stability through the bonding process and the binder fibers participate in the melt fusion at the bond points.
| Parameter | Quilting Sewing Machine | Ultrasonic Quilting Machine |
|---|---|---|
| Bonding mechanism | Needle and thread (mechanical stitch) | Ultrasonic vibration (thermal fusion) |
| Thread required | Yes (needle and bobbin or looper) | No |
| Natural fiber compatibility | Full (cotton, wool, down, linen) | Limited (requires thermoplastic content) |
| Thermoplastic fabric processing | Yes | Yes (preferred for synthetics) |
| Edge sealing at cut | No (requires separate finishing) | Yes (ultrasonic cut and seal in one pass) |
| Running consumables | Thread (needle and bobbin or looper) | None (energy only) |
| Pattern change speed | Moderate (needle repositioning required) | Fast (wheel change in minutes) |
| Wash and care durability | High (thread bond stable through repeated wash) | High for synthetics (melt bond is integral to fiber) |
| Noise level in operation | Moderate (mechanical needle and feed noise) | Moderate to high (ultrasonic frequency noise) |
| Typical primary applications | Mattress panels, duvets, down bedding, apparel | Nonwovens, synthetic bedding, medical, automotive |
Ultrasonic quilting machines have established a strong position across several manufacturing sectors where the combination of no-thread production, sealed edges, and high-speed processing on synthetic materials delivers clear production and product advantages over needle-and-thread alternatives.
Nonwoven fabrics -- particularly spunbond polypropylene, spunlace polyester, and SMS (spunbond-meltblown-spunbond) composites -- are among the most compatible materials for ultrasonic quilting. The high thermoplastic content and uniform fiber distribution of nonwoven substrates produce consistent, clean bond points with minimal process variation. Ultrasonic quilting of nonwovens is used in hygiene product top sheets, medical drapes and gowns, filtration media, and geotextile composites.
Polyester-filled quilts, duvets, and pillow shells with synthetic polyester face and backing fabrics are a primary application for ultrasonic quilting machines in the bedding industry. The elimination of thread consumables reduces ongoing material cost, the simultaneous cut-and-seal edge finish reduces downstream processing steps, and the high production speed on continuous roll-to-panel lines allows competitive cost per unit in the volume synthetic bedding segment. For hotel, institutional, and budget bedding where synthetic fill and polyester fabric are standard, ultrasonic quilting delivers a cost structure that needle-and-thread systems cannot match at equivalent throughput.
Ultrasonic quilting and bonding is widely used in the production of surgical gowns, sterile drapes, wound care products, and disposable protective apparel. The absence of needle holes -- which would create potential liquid penetration points in barrier fabric assemblies -- is a critical advantage over sewn construction in barrier-critical medical textile applications. Ultrasonic bonding produces a sealed joint in the fabric layers without compromising the liquid barrier performance of the composite, meeting the requirements of EN 13795 and AAMI PB70 barrier performance standards for surgical textiles.
Automotive headliners, door panel inserts, sun visors, and trunk liners frequently incorporate quilted or bonded fabric-and-foam sandwich constructions. Ultrasonic quilting and welding machines are used to produce these assemblies in high-volume automotive supply facilities, where the dimensional consistency of the bonded pattern, the absence of loose thread ends that would appear as defects in visible interior trim, and the compatibility with the thermoplastic-rich materials (polyester face fabric, polypropylene nonwoven backing, polyurethane foam) all favor the ultrasonic approach over needle-and-thread alternatives.
The decision between a quilting sewing machine and an ultrasonic quilting machine should follow from a structured evaluation of the material requirements, product specification, production volume, and total cost profile of the intended application. The following criteria provide a practical framework for this evaluation.
If the product uses natural fiber fabrics (cotton, linen, wool) or natural fill materials (down, wool batting, cotton wadding) as primary components, a quilting sewing machine is required -- ultrasonic bonding is not a viable option without material reformulation. If the product uses primarily synthetic materials (polyester face and backing, polyester or polypropylene fill, nonwoven components), both technologies are viable and the selection moves to the next set of criteria.
For barrier-critical products (medical textiles, waterproof outerwear, protective clothing) where needle holes would compromise the integrity of a barrier layer, ultrasonic bonding is the correct technology. For products where the stitched appearance of needle-and-thread quilting is a design or quality signal -- premium bedding, luxury outerwear, bespoke quilted goods -- a quilting sewing machine is the appropriate equipment regardless of the fiber composition.
High-volume continuous production of synthetic quilted panels favors the ultrasonic approach due to zero thread consumable cost, simultaneous cut-and-seal capability, and fast pattern change. For lower volumes, multi-product lines, or production that regularly switches between natural and synthetic materials, a quilting sewing machine offers greater material flexibility and avoids the capital cost premium of a full automatic ultrasonic line.
For complex, non-repeating, or bespoke quilting patterns -- including free-motion designs, custom pictorial quilting, and multi-directional stitching that cannot be captured in a rotating wheel pattern -- a computerized quilting sewing machine with CNC-controlled needle travel is the only practical option. Ultrasonic systems are inherently limited to the patterns achievable with engraved rotating wheels, which produce regular repeating geometric and floral motifs. For standard repeating patterns at high production volume on synthetic materials, this constraint is not a limitation -- it is a simplicity advantage. For custom or complex pattern work, it is a fundamental restriction.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved
 English
English 中文简体
中文简体 русский
русский Español
Español










